Što je gumena gnječilica i kako je strukturirana
A gumena gnječilica — također se naziva interna miješalica ili gnječilica banbury tipa — zatvoreni je stroj za miješanje visokog intenziteta koji se koristi za miješanje sirove gume s dodacima kao što su čađa, sumpor, ubrzivači, plastifikatori i procesna ulja. Za razliku od otvorenih mlinova, gumena gnječilica obavlja miješanje unutar zatvorene komore, što dramatično smanjuje gubitak materijala, poboljšava jednolikost disperzije i omogućuje obradu spojeva osjetljivih na temperaturu.
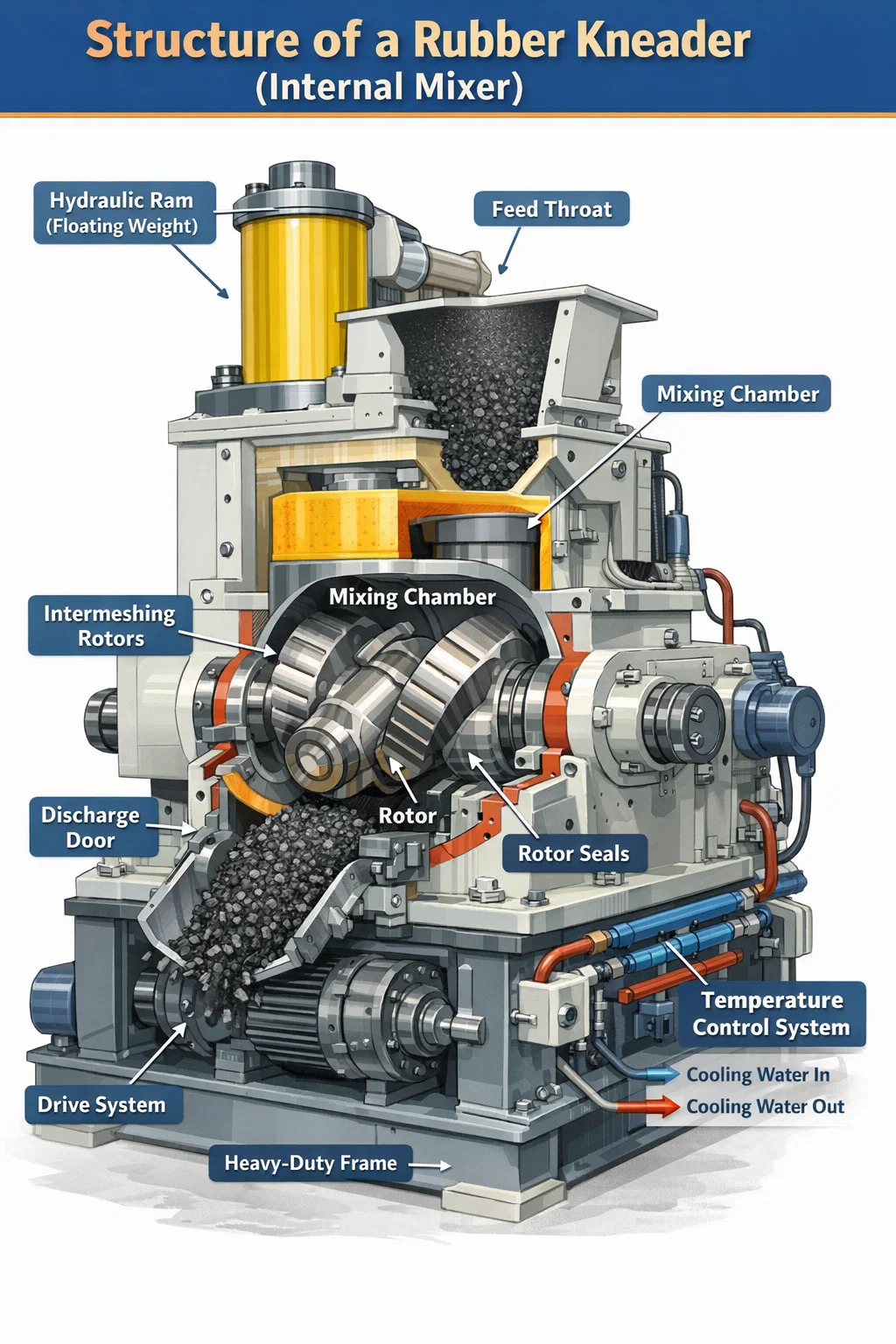
Struktura jezgre gumene gnječilice sastoji se od šest primarnih sustava: komore za miješanje, rotora, hidrauličkog cilindra (plutajući uteg), mehanizma vrata za pražnjenje, sustava za kontrolu temperature i pogonskog sustava. Svaki od njih ima posebnu mehaničku ulogu, a razumijevanje njihove interakcije otkriva zašto su interni gnječilice postale industrijski standard za gumene smjese u proizvodnji guma, brtvila, crijeva i proizvoda od tehničke gume.
Samo tijelo stroja obično je izrađeno od lijevanog čelika visoke čvrstoće ili izrađenog čeličnog lima, s unutarnjim površinama kaljenim ili obloženim legurom otpornom na habanje kako bi izdržala ogromne mehaničke sile nastale tijekom miješanja — često veće od 500 kN u strojevima velikog kapaciteta.
Komora za miješanje: srce gumene gnječilice
Komora za miješanje je zatvoreni prostor u kojem se odvija svo miješanje. To je šupljina u obliku osmice koja je strojno obrađena u ekstremno uskim tolerancijama, a dizajnirana je za smještaj dva suprotno rotirajuća rotora. Unutarnji profil komore nije kružni — njegovi zidovi oblikovani su tako da nadopunjuju geometriju rotora, osiguravajući da se gumena masa neprekidno savija, reže i ponovno izlaže površinama rotora.
Volumen komore jedna je od primarnih specifikacija koje se koriste za klasifikaciju gumenih gnječilica. Laboratorijski strojevi mogu imati zapremine komora od samo 0,3 litre, dok unutarnje miješalice proizvodne razine koje se koriste u tvornicama guma mogu premašiti 650 litara. Uobičajene industrijske veličine kreću se od 20L do 270L, s faktorima punjenja (omjer težine gumenog punjenja i volumena komore) obično između 0,6 i 0,75.
Zidovi komore uključuju opsežnu mrežu unutarnje kanale za hlađenje i grijanje . U modernim gumenim gnječilicama ti su kanali izbušeni izravno kroz tijelo komore i spojeni na zatvoreni sustav kontrole temperature. Precizno upravljanje toplinom je kritično — viskoznost gume, učinkovitost disperzije i kvaliteta smjese ovise o održavanju temperature šarže unutar definiranog prozora, često između 70°C i 160°C, ovisno o formulaciji.
Komora je podijeljena na dvije polovice - gornje tijelo i donje tijelo - spojene vijcima. Donja polovica sadrži šarku vrata za pražnjenje. Ova podijeljena konstrukcija omogućuje pristup za pregled, čišćenje i zamjenu obloge. Obloge komore izrađene od kaljenog čelika (obično s površinskom tvrdoćom od 58–62 HRC) štite strukturno tijelo komore od abrazivnih gumenih smjesa i mogu se samostalno zamijeniti bez rastavljanja cijelog stroja.
Rotori: definirajuća komponenta dizajna gumene gnječilice
Rotori su mehanički elementi koji zapravo obavljaju rad miješanja unutar komore. U gumenoj gnječilici, dva rotora rotiraju u suprotnim smjerovima s fiksnim omjerom brzina , obično 1:1,1 ili 1:1,2, stvarajući diferencijalnu brzinu rotora koja generira intenzivno posmično naprezanje u točki stiskanja između rotora i između svakog rotora i stijenke komore.
Geometrija rotora jedan je od najkonstruiranih aspekata unutarnjeg miksera. Tri su glavna tipa rotora koji se koriste u modernim gumenim gnječilicama:
- Dvokrilni (eliptični) rotori: Izvorni dizajn, karakteriziran s dvije spiralne lopatice upletene duž osovine rotora. Oni stvaraju velike smične sile i prikladni su za spojeve koje je teško miješati, masterbatch čađe i gume visoke viskoznosti kao što su prirodna guma (NR) i EPDM. Razmak vrha između krila rotora i stijenke komore obično je 2–6 mm.
- Četverokrilni rotori: Razvijen za poboljšanje disperzivnog i distribucijskog miješanja istovremeno. Dodatna krila povećavaju učestalost savijanja materijala i preusmjeravanja po okretaju, omogućujući bržu ugradnju punila. Četverokrilni rotori sada su standard u linijama za miješanje smjesa za gume visoke proizvodnje.
- Šesterokrilni (ili višekrilni) rotori: Koristi se u aplikacijama koje zahtijevaju izuzetno finu disperziju punila, kao što su smjese za gume na bazi silicijevog dioksida gdje je učinkovitost spajanja silana kritična. Ovi rotori proizvode nježnije, distributivnije miješanje s nižim vršnim temperaturama.
Osovine rotora su šuplje i povezane sa sustavom kontrole temperature, omogućujući protok rashladne tekućine ili pare kroz unutrašnjost. Ovo unutarnje hlađenje rotora bitno je u operacijama miješanja velikom brzinom gdje stvaranje topline uslijed trenja može uzrokovati preuranjenu vulkanizaciju (spaljivanje) smjese. Površinska brzina rotora u proizvodnim gnječilicama obično se kreće od 20 do 80 okretaja u minuti , s nekim strojevima s promjenjivom brzinom koji mogu raditi u cijelom rasponu unutar jednog ciklusa miješanja.
Rotori su na oba kraja podržani otpornim valjkastim ležajevima koji su smješteni u bočnim okvirima stroja. Raspored ležaja mora se prilagoditi i radijalnim opterećenjima od pritiska gumene smjese i aksijalnim potisnim opterećenjima koja stvaraju spiralna krila rotora. Sklopovi ležaja u velikim gnječilicama obično se također hlade vodom, budući da bi toplina trenja na sjedištima ležajeva inače znatno smanjila vijek trajanja.
Sustav brtvljenja rotora
Tamo gdje osovine rotora izlaze iz komore za miješanje kroz bočne stijenke, sustav brtvljenja sprječava istjecanje gumene smjese duž osovine. Ovo je tehnički jedno od najizazovnijih područja dizajna gumene gnječilice. Brtva mora sadržavati gumu pod tlakom do 0,5-1,0 MPa dok se osovina okreće velikom brzinom, a sve dok je unutrašnjost komore na povišenim temperaturama.
Većina modernih gumenih gnječilica koristi jedan od dva načina brtvljenja:
- Labirintske brtve s gumenom brtvom: Niz strojno obrađenih utora i grebena stvara vijugavu stazu koja se opire protoku spoja. U kombinaciji sa komprimiranim gumenim brtvenim prstenima, ovaj raspored osigurava učinkovito brtvljenje za većinu proizvodnih spojeva. Zamjena pakiranja je rutinski zadatak održavanja koji se izvodi svakih nekoliko stotina radnih sati.
- Mehaničke čeone brtve: Koristi se u vrhunskim strojevima i aplikacijama sa strogim zahtjevima za onečišćenje. Rotirajuća strana brtve pritisnuta na nepomično sjedište predstavlja pozitivnu barijeru. Ove brtve mogu se hladiti zrakom ili vodom i nude dulje servisne intervale od brtvi tipa brtve.
Hidraulički ram (plutajući uteg): kontrola tlaka iznad spoja
Iznad komore za miješanje nalazi se gornji cilindar, koji se obično naziva plutajući uteg ili hidraulički cilindar. Ovo je blok od čvrstog čelika ili nodularnog željeza oblikovan tako da stane unutar ulaznog otvora komore. Njegova funkcija je brtvljenje vrha komore za miješanje nakon što se materijal ubaci i primjena pritiska prema dolje na šaržu gume tijekom miješanja.
Pritisak na ram je jedna od najvažnijih procesnih varijabli u radu gumene gnječilice. Veći pritisak cilindara tjera gumenu smjesu u bliži kontakt s rotorima, povećavajući intenzitet smicanja i poboljšavajući disperziju. Međutim, prekomjerni tlak ubrzava trošenje košuljice rotora i komore. Radni tlak u proizvodnim strojevima obično se kreće od 0,2 do 0,8 MPa, a primjenjuje se preko hidrauličkog cilindra montiranog iznad dovodnog grla.
Cun je vođen okomitim cilindrom grla — precizno strojno obrađenim prolazom koji drži klin u središtu i sprječava bočno pomicanje pod pritiskom spoja. Brtva za prašinu na dnu grla sprječava migriranje gume prema gore oko tijela klipa. Sam cilindar često ima jezgru i povezan je s krugom rashladne vode kako bi upravljao apsorpcijom topline s gume ispod.
Hidraulički cilindar koji pokreće cilindar postavljen je na okretni okvir iznad tijela stroja, omogućujući mu da se slobodno zanjiha kada se poklopac otvora za punjenje otvori za punjenje. Na automatiziranim proizvodnim linijama, ciklus nabijanja kontrolira program za miješanje — automatski se podiže kada se vrata za istovar otvore kako bi se šarža oslobodila, a spušta se i zaključava odmah nakon što se ubaci sljedeće punjenje.
U nekim novijim izvedbama gumenih gnječilica, posebno onih koje se koriste za miješanje silika-silana, tlak nabijača se dinamički modulira tijekom ciklusa miješanja — privremeno se smanjuje tlak tijekom faze reakcije silanizacije kako bi se spriječilo pregrijavanje, a zatim se ponovno povećava za konačnu disperziju. To zahtijeva proporcionalni hidraulički sustav ventila integriran s upravljačkom jedinicom stroja.
Mehanizam vrata za pražnjenje: Otpuštanje miješane serije
Vrata za pražnjenje čine dno komore za miješanje. Kada je miješanje završeno, ova se vrata otvaraju prema dolje (ili se zakreću u jednu stranu, ovisno o dizajnu) kako bi se gotova šarža gume oslobodila gravitacijom u uređaj koji se nalazi nizvodno - obično otvoreni mlin, dvopužni ekstruder ili rashladni transporter.
Vrata se aktiviraju pomoću hidrauličkog cilindra, a njihov mehanizam za zaključavanje mora izdržati puni unutarnji tlak u komori tijekom miješanja bez otklona. Čak i manje savijanje vrata može dopustiti gumi da ekstrudira u područje brtve vrata, ubrzavajući trošenje i uzrokujući kontaminaciju. Visokokvalitetne gumene gnječilice koriste višestruke zasune za zaključavanje ili cam-lock mehanizam koji ravnomjerno raspoređuje silu stezanja po obodu vrata.
Lice vrata (površina koja je u kontaktu s gumenom smjesom) obično je obložena stvrdnutom habajućom pločom, koja se može samostalno mijenjati. Kućište vrata uključuje kanale za hlađenje spojene na isti krug kao i zidovi komore. Gumeni ili elastomerni brtveni prsten prolazi oko oboda vrata kako bi se spriječilo curenje spoja na sučelju komora/vrata — ova brtva je potrošni materijal koji se mijenja tijekom planiranog održavanja.
Vrijeme otvaranja vrata za pražnjenje je procesni parametar — brže otvaranje smanjuje vrijeme izlaganja spoja toplini nakon završetka miješanja, što je kritično za spojeve osjetljive na temperaturu koji sadrže prethodno raspršena sredstva za vulkanizaciju. U proizvodnim linijama velike brzine, otvaranje vrata i ispuštanje serije dovršeni su unutar 3–5 sekundi za održavanje propusnosti.
Sustav kontrole temperature: Upravljanje toplinom u cijeloj gumenoj gnječilici
Upravljanje temperaturom nije izborno u radu gumene gnječilice — to je temeljni zahtjev za kvalitetu smjese i ponovljivost procesa. Sustav kontrole temperature obuhvaća tri zone izmjene topline: stijenke komore, tijela rotora i ram. Svaka zona se može neovisno kontrolirati.
Većina proizvodnih gumenih gnječilica koristi zatvorenu petlju za kontrolu temperature vode (TCU) koja cirkulira temperiranu vodu kroz sve tri zone. TCU može grijati vodu pomoću električnih grijača ili ubrizgavanjem pare i hladiti je pomoću izmjenjivača topline spojenog na dovod hladne vode u objektu. Ciljane temperature vode variraju ovisno o fazi procesa:
- Faza predgrijanja: 60–90°C vode kako bi se komora dovela do radne temperature prije prve serije smjene
- Faza miješanja: 20–40 (prikaz, stručni).°C rashladna voda za apsorbiranje topline uslijed trenja i sprječavanje prekomjerne temperature spoja
- Faza čišćenja: Vruća voda ili ispiranje parom za omekšavanje ostataka smjese radi lakšeg uklanjanja
Temperatura spoja nadzire se termoparovima ili infracrvenim senzorima montiranim u stijenku komore. Povratna informacija o temperaturi spoja u stvarnom vremenu koristi se od strane upravljačkog sustava stroja za prilagodbu brzine rotora, tlaka cilindra i protoka rashladne tekućine kako bi se serija zadržala unutar specifikacije. U nekim naprednim sustavima za miješanje gume, miješanje se prekida automatski kada temperatura smjese dosegne zadanu točku, a ne nakon fiksnog vremenskog ciklusa — ovo takozvano temperaturno kontrolirano ispuštanje je dosljednije od vremenski kontroliranog ispuštanja i smanjuje varijabilnost od serije do serije.
Pojedinosti kruga hlađenja rotora i komore
Unutar svakog šupljeg rotora, krug rashladne tekućine obično slijedi spiralni ili provrtni uzorak koji maksimizira kontaktnu površinu. Rotacijski spojevi (koji se nazivaju i zakretni spojevi) na krajevima osovine rotora povezuju stacionarne cijevi za dovod rashladne tekućine s unutrašnjosti rotirajućeg rotora bez curenja. To su precizne komponente koje zahtijevaju povremeni pregled i zamjenu jer se njihove unutarnje brtve troše.
Kanali za hlađenje stijenke komore izbušeni su u zmijolikom obliku kroz blok komore, obično na razmaku od 30–50 mm od središta do središta. Brzina protoka rashladne tekućine kroz ove kanale dizajnirana je tako da postigne kapacitet uklanjanja topline dovoljan za nazivnu snagu stroja — za mjesilicu od 270 L s pogonskim motorom od 2000 kW, sustav hlađenja mora biti sposoban kontinuirano uklanjati najmanje 1,5–2,0 MW toplinske energije.
Pogonski sustav: Prijenos snage na rotore
Pogonski sustav gumene gnječilice sastoji se od elektromotora, reduktora brzine (mjenjača) i zupčanika koji pokreće dva rotora. Budući da se rotori moraju okretati u fiksnom omjeru brzine jedan u odnosu na drugi, oni su spojeni preko sklopa zupčanika za blokiranje - razvodnih zupčanika - koji osiguravaju sinkronizaciju bez obzira na varijacije opterećenja.
Glavni pogonski motor je gotovo univerzalno AC indukcijski motor s regulacijom pogona promjenjive frekvencije (VFD) u modernim strojevima. Mogućnost promjenjive brzine ključna je za optimiziranje miješanja u različitim fazama ciklusa smjese — na primjer, rad pri maloj brzini tijekom početnog raspada bale kako bi se izbjeglo preopterećenje motora, a zatim ubrzavanje do maksimalne brzine za ugradnju punila. Snaga motora u proizvodnim gumenim vagama za gnječenje s zapreminom komore:
| Volumen komore (L) | Tipična snaga motora (kW) | Raspon brzine rotora (rpm) | Uobičajena primjena |
|---|---|---|---|
| 20–40 | 110–250 (prikaz, stručni). | 20–60 (prikaz, stručni). | Mala serija, specijalni spojevi |
| 75–120 (prikaz, stručni). | 500–900 | 20–70 (prikaz, stručni). | Guma srednje veličine i industrijska guma |
| 200–270 (prikaz, stručni). | 1500–2500 | 20–80 (prikaz, stručni). | Smjesa gaznog sloja gume velike količine |
| 400–650 (prikaz, stručni). | 3000–5000 | 15–60 (prikaz, stručni). | Proizvodnja masterbatch guma velikih razmjera |
Mjenjač (reduktor brzine) smanjuje brzinu motora na radnu brzinu rotora dok multiplicira okretni moment. Kod gumene gnječilice, mjenjač mora podnijeti ekstremno veliki okretni moment — za motor od 2000 kW koji pokreće rotore pri 40 o/min, okretni moment na osovini rotora može premašiti 500 000 N·m. Mjenjač je tipično s paralelnom osovinom ili s pravokutnim rasporedom s naugljeničnim i brušenim spiralnim zupčanicima, smještenim u robusnom kućištu od lijevanog željeza ili izrađenom čeliku s podmazivanjem s prisilnim punjenjem.
Fleksibilna spojka između motora i mjenjača apsorbira udarna opterećenja tijekom raspada bale — udar kada rotor udari u hladnu gumenu balu može uzrokovati trenutne skokove zakretnog momenta dva do tri puta veće od nazivnog radnog momenta. Bez fleksibilne spojke, ti bi se šiljci prenijeli izravno na mjenjač i vratilo motora, uzrokujući preuranjeni kvar uslijed zamora.
Dovodno grlo i sustav punjenja
Dovodno grlo je vertikalni prolaz iznad komore za miješanje kroz koji se puni guma i aditivi. U ručnom radu, gumene bale i izvagani aditivi se ispuštaju u grlo od strane operatera ili pokretne trake. U automatiziranim linijama za miješanje, dovodni otvor opremljen je ladicom za prevrtanje ili pneumatskim pomoćnim uređajem za potiskivanje materijala prema dolje u komoru protiv otpora rotora.
Dimenzije otvora grla dizajnirane su za prihvaćanje standardnih veličina gumenih bala — gnječilica od 270L obično ima otvor grla od približno 600 mm × 400 mm. Okretni poklopac za prašinu ili preklop zatvara grlo nakon punjenja kako bi zadržao prašinu i pare tijekom miješanja. Neki strojevi također imaju otvor za ekstrakciju dima u poklopcu grla povezan sa središnjim ventilacijskim sustavom — ovo je osobito važno kada se miješaju spojevi koji sadrže čađu, sumpor ili hlapljiva procesna ulja.
Ubrizgavanje tekućih sastojaka — za procesna ulja, tekuće silane ili posebne aditive — često se vrši preko otvora ugrađenih izravno u stijenku komore ili kroz tijelo cilindra. Ove mlaznice za ubrizgavanje moraju biti dizajnirane da izdrže tlak i temperaturu u komori, dok isporučuju precizno odmjerene volumene, obično kontrolirane sustavima doziranja zupčaste pumpe integrirane s programom miješanja.
Okvir stroja i strukturne komponente
Cijeli sklop gumene gnječilice montiran je na tešku konstrukcijsku podlogu izrađenu od debele čelične ploče ili odljevaka. Ovaj okvir apsorbira sile reakcije iz procesa miješanja i prenosi ih na temelj. Sile koje su uključene su znatne — velika proizvodna gnječilica stvara sile razdvajanja rotora (sila koja gura rotore odvojeno zbog pritiska gume) koje mogu doseći nekoliko stotina kilonewtona tijekom vršnih opterećenja miješanja.
Dva bočna okvira, po jedan sa svake strane komore za miješanje, nose ležajeve rotora i osiguravaju strukturnu vezu između komore i baze. To su često najopterećenije komponente u stroju i proizvedene su od nodularnog lijevanog željeza ili debelog čelika s velikim radijusima zaobljenja kako bi se smanjila koncentracija naprezanja.
Nosači za izolaciju od vibracija između osnovnog okvira mjesilice i temelja zgrade standardni su za moderne instalacije. Potpuno napunjena velika gumena gnječilica tijekom raspada bale stvara značajne vibracije — bez izolacije, one se mogu prenijeti na strukturu zgrade i utjecati na obližnje instrumente ili uzrokovati pucanje od zamora u sidrenim vijcima tijekom vremena.
Upravljački sustav i instrumentacija u modernim gumenim gnječilicama
Suvremene gumene mjesilice opremljene su PLC sustavima upravljanja koji automatski upravljaju cijelim ciklusom miješanja. Upravljački sustav prati i bilježi kontinuirani tok procesnih podataka:
- Temperatura spoja (mjerena termoelementom na zidu komore ili infracrvenim pirometrom usmjerenim na spoj kroz vidni otvor)
- Brzina rotora (rpm), kontinuirano podesiva pomoću VFD-a
- Potrošnja struje motora, koja je proporcionalna viskoznosti smjese i služi kao neizravna mjera unosa energije miješanja
- Specifični unos energije (kWh/kg), akumuliran tijekom ciklusa miješanja
- Položaj klipa i pritisak
- Temperature rashladnog sredstva na ulazu i izlazu za svaku zonu hlađenja
- Položaj vrata za istovar (otvoreno/zatvoreno zaključavanje)
Specifični unos energije je vjerojatno najpouzdaniji pokazatelj potpunosti miješanja za mnoge gumene smjese — disperzija čađe, na primjer, usko je povezana s kumulativnim unosom energije po kilogramu smjese, a ne samo s vremenom. Suvremene gumene kontrole mjesilice omogućuju da se programi miješanja definiraju energetskom krajnjom točkom, a ne vremenskom krajnjom točkom, što automatski kompenzira varijacije u viskoznosti sirovina između serija.
Svi podaci o serijama bilježe se u bazu podataka radi sljedivosti kvalitete. Integracija s Manufacturing Execution Systems (MES) omogućuje da se svaki zapis serije poveže s brojevima serije sirovina, ID-om operatera i rezultatima testiranja nizvodnih spojeva, omogućujući analizu temeljnih uzroka kada dođe do odstupanja u kvaliteti.
Ključne strukturne razlike između tipova gumenih gnječilica
Nemaju sve gumene gnječilice identične strukturne konfiguracije. Postoji nekoliko varijacija dizajna kako bi se zadovoljili različiti proizvodni zahtjevi:
Tangencijalni nasuprot miješajućih rotorskih gnječilica
U mjesilici s tangencijalnim rotorom (klasični Banbury dizajn), dva se rotora okreću u odvojenim kružnim stazama koje su tangentne jedna na drugu — krila rotora se ne spajaju. Ovo stvara veliku zonu miješanja između rotora gdje dolazi do intenzivnog smicanja, čineći tangencijalne gnječilice vrlo učinkovitima za disperzivno miješanje punila za ojačavanje. Većina proizvodnih unutarnjih miksera diljem svijeta koristi tangencijalne rotore.
U miješalici s rotorom s isprepletenim rotorom (kao što je GK serija tvrtke HF Mixing ili F-serija tvrtke Farrel Pomini), rotori su postavljeni bliže jedan drugome, a njihova se krila preklapaju i isprepliću dok se okreću — slično po konceptu dvopužnom ekstruderu, ali s puno kraćim, debljim letvicama. Ovaj dizajn generira izrazito drugačiji uzorak protoka, proizvodeći bolje distribucijsko miješanje i niže temperature spojeva, po cijenu nešto nižeg intenziteta disperzivnog miješanja. Mjesilice za miješanje poželjne su za silikonsku gumu osjetljivu na toplinu, fluoroelastomere i spojeve gdje je kontrola temperature najvažnija.
Naopačke (obrnuto) gnječilice za pražnjenje
Neki modeli gumenih mjesilica - posebno oni koji se koriste u kontinuiranim ili polu-kontinuiranim proizvodnim linijama - ne ispuštaju kroz donja vrata, već naginjanjem cijelog sklopa komore za miješanje tako da je otvor komore okrenut prema dolje i smjesa ispada. Ovaj naopako okrenuti dizajn pražnjenja omogućuje brže oslobađanje šarže i lakšu integraciju s nizvodnom opremom za obradu smještenom neposredno ispod mjesilice. Strukturna implikacija je znatno složeniji okvir stroja s nagibnim mehanizmom i hidrauličkim sustavom zaključavanja.
Mjesilice s otvorenim vrhom (Sigma Blade) u odnosu na zatvorene mijesilice tipa Banbury
Vrijedno je napomenuti da se u nekim industrijskim kontekstima izraz "gumena mijesilica" također odnosi na šaržne mijesilice sa Z-lopaticom ili sigma-lopaticom — strojeve s otvorenim vrhom, u obliku korita s dvije suprotno rotirajuće sigma ili Z-lopatice. Oni su strukturno prilično različiti od zatvorene unutarnje miješalice opisane u ovom članku. Sigma mjesilice s oštricama nemaju cijev i sustav brtvljenja, rade na atmosferskom tlaku i češće se koriste za mješavine silikonske gume, termoplastične elastomere i pripremu ljepila, a ne za gumene smjese s visokim punilom.
Potrošni dijelovi i strukturni elementi kritični za održavanje
Razumijevanje strukture gumene gnječilice također znači znati koje se komponente troše i zahtijevaju povremenu zamjenu. Glavni odjevni predmeti su:
- Savjeti rotora: Vrhovi krila doživljavaju najveći kontaktni stres sa stijenkom komore. U nekim izvedbama, vrhovi rotora su izgrađeni s tvrdim zavarenim slojem koji se može ponovno nanijeti na licu mjesta. U drugima se cijeli rotor mijenja kada istrošenost vrha premaši toleranciju - obično kada je razmak između vrha i zida narastao sa projektirane vrijednosti (2-5 mm) na više od 8-10 mm, u kojoj točki učinkovitost miješanja mjerljivo opada.
- Obloge komore: Dijelovi zidne obloge su zamjenjive habajuće ploče, obično debljine 30-50 mm, pričvršćene vijcima ili skupljanjem u tijelo komore. Životni vijek varira od nekoliko mjeseci u primjenama abrazivnih smjesa do nekoliko godina u blagim uvjetima rada.
- Brtve na kraju rotora (pakiranje): Zamjena svakih 300–1000 radnih sati, ovisno o vrsti smjese i brzini rotora. Odgođena zamjena brtve dovodi do kontaminacije spojem područja ležaja i dramatično ubrzanog trošenja ležaja.
- Brtva vrata za pražnjenje: Elastomerna obodna brtva na vratima za pražnjenje zamjenjuje se tijekom planiranih zastoja, obično svakih 3-6 mjeseci u kontinuiranoj proizvodnji.
- Rotacijski spojevi na rashladnim krugovima rotora: Pregledava se i rekonstruira jednom godišnje u većini objekata, budući da trošenje brtvi u ovim komponentama može uzrokovati ulazak rashladne tekućine u kućišta ležaja.
Planirani intervali održavanja za gnječilice gume u pogonima za proizvodnju guma obično su strukturirani oko 8-satnih proizvodnih smjena, s manjim pregledima svake smjene, međuprovjerama tjedno i velikim remontima godišnje ili svakih 5000–8000 radnih sati. Dobro održavana gumena mjesilica od 270L može postići mehaničku raspoloživost veću od 95% u neprekidnom radu u tri smjene.