

Što miješana guma zapravo znači u proizvodnji
Miješana guma je sirovi elastomer koji je mehanički kombiniran s punilima, uljima, ljekovitim tvarima i drugim kemijskim dodacima dok ne formira jednu, homogenu smjesu spremnu za ekstruziju, kalandriranje ili oblikovanje. Pojam pokriva gotovu proizvodnju faze miješanja, a ne sam sirovi polimer. Bala prirodne gume ili bačva od SBR-a još se ne mogu koristiti u tvornici; postaje obradiv materijal tek kada se čađa, silicij, plastifikatori, antioksidansi, akceleratori i sumpor ravnomjerno rasprše kroz polimernu matricu na liniji za miješanje.
Kupci koji traže miješanu gumu obično traže jednu od tri stvari: dobavljača gotove mješavine, smjernice za izgradnju unutarnje linije za miješanje ili jasniju sliku o tome kako se kvaliteta smjese kontrolira prije nego što stigne do daljnje obrade. Ovaj se članak bavi sva tri, počevši od mehanike samog miješanja i preko formulacije, kontrole kvalitete, uobičajenih nedostataka i odabira stupnja.
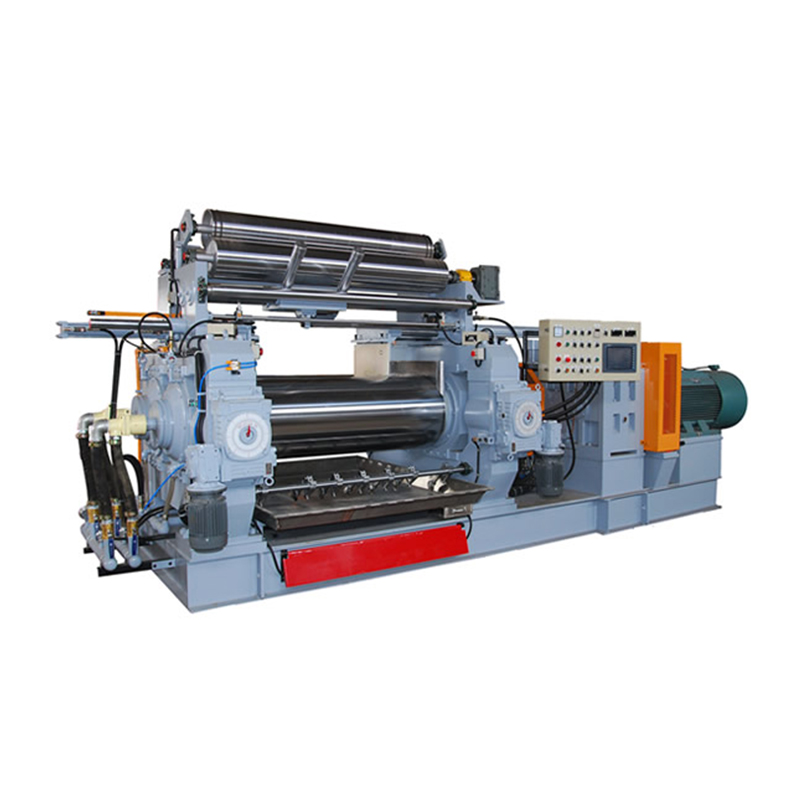
Osnovni dio opreme iza većine mješovite proizvodnje gume je mlin za miješanje gume , ponekad uparen s unutarnjim mikserom za veće serije. Razumijevanje kako taj stroj radi je najbrži način da shvatite zašto se kvaliteta spoja toliko razlikuje od dobavljača.
Dvostupanjski proces miješanja iza svake serije
Industrijsko miješanje se gotovo nikad ne događa u jednom prolazu. Koriste se dvije različite faze jer se sastojci dodani na početku ciklusa ponašaju vrlo različito od onih dodanih pri kraju.
- Masterbatch faza. Sirovi polimer, punila za pojačanje kao što su čađa ili silicij, procesno ulje i zaštitne kemikalije se prvo kombiniraju, obično u internoj miješalici (Banbury tipa). Ova faza stvara visoko smicanje i može doseći temperaturu u komori iznad 130 do 150 stupnjeva Celzijusa, što je dobro za punila, ali bi uništilo kurative osjetljive na toplinu.
- Završna faza miješanja. Ohlađeni masterbatch prenosi se u otvoreni mlin za miješanje gume s dva valjka, gdje se sumpor, akceleratori i aktivatori spajaju na puno nižim temperaturama, koje se obično održavaju blizu 50 do 70 stupnjeva Celzijusa, kako bi se izbjegla preuranjena vulkanizacija, koja se obično naziva scorch.
Neke manje operacije i laboratorijske serije potpuno preskaču unutarnju miješalicu i pokreću cijeli ciklus na otvorenom mlinu. Ovo smanjuje troškove opreme i pruža operateru izravnu vizualnu kontrolu nad valjkom, što je jedan od razloga zašto su otvoreni pogoni i dalje uobičajeni u tvornicama srednje veličine, iako unutarnje miješalice dominiraju proizvodnjom velikih guma i industrijskih crijeva.
Za velika opterećenja punila, neke se formulacije dijele u dva ili čak tri prolaza masterbatch prije konačnog miješanja. Opće pravilo je da što formulacija sadrži više čađe ili silicijevog dioksida, potrebno je više faza miješanja kako bi se postigla ravnomjerna disperzija.

Unutar mlina za miješanje gume: brzina valjka, omjer trenja i kontrola stiskanja
Mlin za miješanje gume sastoji se od dva vodoravno postavljena čelična valjka koji se okreću suprotno. Rolice se nikad ne okreću točno istom brzinom. Ova namjerna neusklađenost brzine, nazvana omjerom trenja, ono je što zapravo djeluje na miješanje.
| Parametar | Tipični raspon | Učinak na miješanje |
|---|---|---|
| Omjer trenja | 1:1,1 do 1:1,4 | Veći omjer povećava smicanje i nakupljanje topline |
| Razmak usisavanja valjka | 2 do 20 mm, obično 2 do 8 mm tijekom miješanja | Manji razmak daje ravnomjernije miješanje, sporiji protok |
| Površinska brzina prednjeg valjka | Otprilike 16 do 19 m u minuti na proizvodnim mlinovima | Postavlja vrijeme šaržnog ciklusa za određenu duljinu role |
| Temperatura površine valjka | 50 do 70 stupnjeva Celzijusa tijekom kurativnog dodavanja | Održava se na niskoj razini kako bi se spriječilo opekotine nakon dodavanja sumpora |
| Tvrdoća valjaka | Ohlađeno lijevano željezo, otprilike 68 do 75 HRC | Otporan na habanje od abrazivnih punila tijekom dugog radnog vijeka |
Smjesa se uvijek omotava oko sporijeg, prednjeg valjka umjesto bržeg, stražnjeg valjka. To je namjerni rezultat omjera trenja i to je ono što operateru omogućuje rezanje, savijanje i ponovno ubacivanje valjkastog niza ručno na manjim mlinovima ili putem automatiziranih noževa za rezanje na većim proizvodnim linijama. Vodeni ili uljni kanali koji prolaze kroz šuplje valjke operateru daju izravnu kontrolu nad temperaturom sirovine , što je važnije od gotovo bilo koje druge varijable nakon što su ljekovita sredstva u seriji.
Zašto se omjer trenja ne može postaviti previsoko
Primamljivo je pretpostaviti da veći omjer trenja uvijek ubrzava miješanje, ali odnos nije linearan kada su prisutni ljekoviti tvari. Omjer prekoračen otprilike 1:1,4 stvara dovoljno topline trenja da pokrene rano umrežavanje u spojevima očvrsnutim sumporom, uništavajući šaržu prije nego što uopće stigne do tiska. Mlinovi izgrađeni za konačno miješanje stoga često rade na donjem kraju raspona, dok interne miješalice u fazi masterbatch-a mogu tolerirati agresivnije smicanje jer još nema kurativa.
Dimenzioniranje mlina za miješanje gume prema vašem volumenu šarže
Kupci koji prvi put ocjenjuju mlin za miješanje gume gotovo uvijek podcjenjuju koliko duljina valjka utječe na dnevni učinak. Kapacitet serije nije samo funkcija promjera role; pokreću ga radna duljina valjaka, veličina banke koju operater može sigurno održavati u stiskanju i koliko ciklusa rezanja i savijanja formulacija zahtijeva prije nego što postigne ciljnu disperziju.
Kao opći vodič za planiranje, mali laboratorijski mlin s valjcima promjera 150 do 200 mm obrađuje serije u rasponu od 1 do 5 kilograma i namijenjen je ispitivanju formulacije, a ne proizvodnji. Mlinovi srednje veličine s valjcima od 400 do 500 mm, veličine koja se najčešće instalira u malim i srednjim trgovinama za kompaundiranje, obično obrađuju serije između 20 i 60 kilograma, ovisno o gustoći smjese i postavci stiskanja. Proizvodni mlinovi s valjcima od 600 mm ili većim skaliraju se u stotine kilograma po šarži i obično su upareni s internom mješalicom koja izravno puni mlin za smeće umjesto da se puni ručno.
Preopterećenje mlina iznad nazivne težine šarže ne samo da usporava ciklus, već aktivno šteti kvaliteti disperzije , jer kotrljajuća obala postaje prevelika da bi ugriz mogao u potpunosti proći kroz svaki prolaz. Nedovoljno opterećenje gubi vrijeme stroja i povećava proporcionalno nakupljanje topline po kilogramu zaliha, budući da se manja banka zagrijava brže u odnosu na svoju masu. Usklađivanje veličine serije s nazivnim kapacitetom proizvođača, umjesto pomicanja gornje granice pri svakoj vožnji, jedan je od najjednostavnijih načina na koji radionica za miješanje štiti i propusnost i dosljednost.
Dnevno planiranje proizvodnje također mora uzeti u obzir vrijeme prijelaza. Radnja koja pokreće nekoliko različitih obitelji spojeva kroz isti mlin gubi stvarni kapacitet za pročišćavanje i čišćenje valjaka između serija, osobito kada se prebacuje s tamne smjese s velikim punjenjem na formulaciju svijetle ili necrne boje gdje je bilo kakva prenesena kontaminacija vidljiva odmah.
Što ide u miješanu gumenu smjesu
Svaka formulacija mješovite gume izgrađena je oko pet skupina funkcionalnih sastojaka. Točni omjeri mijenjaju se ovisno o ciljnoj tvrdoći, otpornosti na abraziju i krajnjoj primjeni, ali same kategorije su dosljedne u gotovo svim vrstama spojeva.
- Osnovni polimer: prirodna guma, SBR, EPDM, nitril ili mješavina, odabrana zbog svojih osnovnih svojstava mehaničke i kemijske otpornosti.
- Punila za ojačavanje: vrste čađe kao što su N330 ili N550, ili precipitirani silicij dioksid, dodani za povećanje vlačne čvrstoće i otpornosti na abraziju.
- Pomoćna sredstva u procesu i plastifikatori: parafinska ili aromatična ulja, voskovi i faktisi, koji se koriste za poboljšanje protoka i otpuštanje valjka tijekom miješanja.
- Zaštitni dodaci: antioksidansi i antiozonansi koji usporavaju razgradnju uslijed topline, kisika i izloženosti ozonu tijekom vijeka trajanja proizvoda.
- Kurativni paket: sumpor, akceleratore i aktivatore kao što su cinkov oksid i stearinska kiselina, odgovorne za izgradnju umrežene mreže tijekom vulkanizacije.
Punjenje punila obično je najveći pokretač tvrdoće i troškova. Smjesa s 30 dijelova čađe na stotinu dijelova gume ponaša se vrlo različito od one napunjene sa 60 dijelova, čak i ako su osnovni polimer i kurativni paket identični. Formulatori obično izražavaju svaki sastojak kao dijelove na sto gume, napisani kao phr, tako da se serije mogu povećati ili smanjiti bez ponovnog izračunavanja omjera od nule.
Kako se kvaliteta miješane gume provjerava prije nego što napusti tvornicu
Smjesa može izgledati jednolično na valjku, ali i dalje biti neuspješna nizvodno ako su punila slabo raspršena ili su ljekovita sredstva neravnomjerno raspoređena. Tri provjere standardna su praksa na većini linija za miješanje.
Mooneyeva viskoznost
Mooneyeva viskoznost, mjerena prema ASTM D1646, daje jedan broj koji odražava kako će spoj teći tijekom ekstruzije ili ubrizgavanja. Šarža koja očitava primjetno izvan ciljnog Mooneyjevog prozora obično ukazuje na nedosljedno vrijeme miješanja, netočne postavke stiskanja ili problem s disperzijom punila, a ne grešku u formulaciji.
Ocjena disperzije
Raspršenost se obično ocjenjuje vizualno ili analizom slike na izrezanoj ili poderanoj površini miješanog lista. Slabo raspršena čađa pojavljuje se kao vidljive točkice ili nakupine, što slabi vlačnu čvrstoću i povećava rizik od površinskih defekata u gotovom dijelu.
Izliječiti reometriju
Ispitivanje reometrom pokretne matrice prati koliko brzo i koliko daleko se smjesa stvrdnjava pod toplinom, dajući brojke vremena sagorevanja i vremena stvrdnjavanja. Ovo potvrđuje da je ljekoviti paket ispravno dodan u završnom prolazu mlinom i da nije bio izložen višku topline tijekom miješanja.
Ugledni proizvođači smjesa zadržavaju uzorak iz svake serije i bilježe ova tri rezultata u usporedbi s ciljnim rasponom prije nego što se miješana guma pusti na ekstruziju, kalupljenje ili kalandriranje. Preskakanje ovog koraka je jedini najčešći razlog zbog kojeg se nekonzistentne serije pretvaraju u gotove dijelove.
Uobičajeni nedostaci miješanja i što ih uzrokuje
Većina pritužbi na kvalitetu mješovite gume vodi do malog skupa ponavljajućih grešaka u procesu. Donja tablica navodi one koje se najčešće vide u proizvodnim pogonima.
| kvar | Vjerojatni uzrok | Korektivna radnja |
|---|---|---|
| Opekotina ili prerano izlječenje | Temperatura valjka je previsoka kada se dodaju kurativa | Snizite temperaturu vode u valjku, smanjite omjer trenja pri završnom prolazu |
| Pjegavost punila | Nedovoljno prolaza za miješanje ili preširoko postavljeno stezanje | Povećajte cikluse rezanja i savijanja, zategnite zazor |
| Ljepljivi list koji se ne odvaja | Višak procesnog ulja ili pogrešna temperatura polimera i valjka | Ponovno provjerite pH ulja, podesite temperaturu površine valjka |
| Nedosljedno Mooneyjevo čitanje od serije do serije | Promjenjivo vrijeme miješanja ili tehnika operatera | Standardizirajte vrijeme ciklusa i broj prolaza s pisanim uputama za rad |
| Cvjetanje ili promjena boje površine | Punjenje aditiva premašuje granicu topljivosti polimera | Smanjite phr voska ili antioksidansa ili prijeđite na viši stupanj topljivosti |
Zahtjevi za sigurnost operatera oko mlina za miješanje gume
Otvoreni mlin s dva valjka predstavlja jednu od ozbiljnijih opasnosti od prignječenja u radu koje se mogu naći na podovima za proizvodnju gume, a sigurnosne kontrole oko njega su odgovarajuće stroge. U Sjedinjenim Američkim Državama, mlinovi i kalanderi koji se koriste u industriji gume i plastike regulirani su uredbom 29 CFR 1910.216, koja postavlja posebne zahtjeve za hardver i performanse, a ne prepušta općoj procjeni.
- Prečke za tijelo osjetljive na pritisak instaliran na prednjoj i stražnjoj strani bilo kojeg mlina s visinom valjka od 46 inča ili više, postavljen tako da dodir tijela izaziva trenutačno zaustavljanje.
- Sigurnosni okidači ili žičane užadi montiran unutar dva inča od okomite ravnine tangentne na valjke, dostupan s bilo kojeg mjesta duž radnog mjesta operatera.
- Definirane granice zaustavnog puta. Mlin se mora zaustaviti unutar udaljenosti kretanja, mjerene u inčima površine valjka, ne veće od 1,5 posto periferne brzine površine valjaka bez opterećenja u stopama po minuti.
- Samo ručno resetiranje. Nije dopušteno automatsko poništavanje prekidača za isključivanje i hitne slučajeve; operater ili nadzornik mora fizički resetirati kontrolu prije nego što se mlin može ponovno pokrenuti.
Moderni mlinovi dodaju slojevitu zaštitu povrh ovih osnovnih mehaničkih kontrola. Sustavi automatskog isključivanja koji nadziru pregrijavanje, abnormalne vibracije ili iznenadni gubitak struje sve su više standard na novoj opremi, a potpuna zaštita oko točke stiskanja tijekom razdoblja nerade, kao što je pranje, tretira se kao odvojeni zahtjev od operaterovih kontrola isključivanja u radnom položaju. Nijedan od ovih sustava ne zamjenjuje obuku ; uređaji za zaustavljanje u nuždi reaktivni su prema dizajnu i rade samo ako rukovatelj prepozna opasnost i dođe do kontrole prije nego što dođe do kontakta, tako da su operateri mlina posebno obučeni o postavljanju ruku i tehnici sigurnog hranjenja, umjesto da se oslanjaju samo na zaštitu.
Održavanje koje održava kvalitetu miješane gume dosljednom
Mlin za miješanje gume koji je mehanički izvan specifikacije proizvodit će nedosljedne šarže čak i kada su formulacija i tehnika operatera ispravni. Nekoliko stavki održavanja ima izravan, mjerljiv učinak na kvalitetu spoja, a ne samo na dugovječnost opreme.
| komponenta | Provjerite učestalost | Utjecaj na kvalitetu ako se zanemari |
|---|---|---|
| Zazor valjkastog ležaja | Mjesečno na proizvodnim mlinovima | Neravnomjeran razmak u stiskanju po duljini role, nedosljedna debljina lima |
| Trošenje površine valjka i udubljenja | Vizualna provjera svake smjene, mjereno kvartalno | Loše odvajanje lista, lokalizirani nedostaci disperzije |
| Protok i temperatura rashladne vode | Dnevno | Opasnost od opekotina ako temperatura valjka raste tijekom smjene |
| Kalibracija zazora | Tjedno ili nakon bilo koje promjene role | Od šarže do šarže Mooneyjev pomak viskoznosti |
| Podmazivanje pogonskog zupčanika | Prema rasporedu proizvođača, obično mjesečno | Omjer trenja instability, increased downtime risk |
Stanje površine valjaka zaslužuje posebnu pozornost jer ga je lako previdjeti sve dok se nedostatak ne pojavi na gotovim dijelovima. Ohlađeni valjci od lijevanog željeza dobro su otporni na habanje, ali abrazivna punila poput čađe visoke strukture ili ojačavajućeg silicijevog dioksida još uvijek nagrizaju završni sloj tijekom godina kontinuirane uporabe. Rupičaste ili izrezbarene površine valjaka smanjuju sposobnost smjese da formira čistu, kontinuiranu traku , koji se pojavljuje kao povremeni ili prugasti list čak i kada su formulacija i postavke temperature točne.
Odabir miješane gume prema tvrdoći i primjeni
Tvrdoća spoja, mjerena na Shore A ljestvici, jedan je od najbržih načina za sužavanje razreda miješane gume za određeni posao. To nije jedina varijabla koja je važna, ali je u velikoj korelaciji s tim kako će se dio ponašati u službi.
- 30 do 45 Shore A: meke brtve, brtve i komponente za prigušivanje vibracija kod kojih je fleksibilnost važnija od otpornosti na abraziju.
- 50 do 65 Shore A: lijevani dijelovi za opću namjenu, crijeva i materijal za pokrivanje transportera, balansirajući fleksibilnost s razumnim vijekom trajanja.
- 70 do 85 Shore A: aplikacije s visokom abrazivnošću kao što su smjese za gazne površine guma, industrijski valjci i podovi za teške uvjete rada.
- 90 Shore A i više: nosive čahure, habajuće pločice i komponente koje se moraju oduprijeti deformaciji pod stalnim pritiskom.
Izbor polimera je važan jednako kao i tvrdoća. Mješovita guma na bazi EPDM-a otporna je na vremenske uvjete i ozon daleko bolje nego prirodna guma, što je čini standardnim izborom za vanjske brtve i spojeve krovnih membrana. Umjesto toga biraju se spojevi na bazi nitrila svaki put kada dio dolazi u dodir s uljima ili gorivima, budući da prirodna guma i SBR loše bubre u ugljikovodičnim okruženjima. Usklađivanje osnovnog polimera s radnim okruženjem sprječava mnogo više kvarova na terenu nego što će to ikada učiniti prilagođavanje punjenja punila.
Miješanje obnovljene gume u šarže miješane gume
Nije svaka šarža miješane gume napravljena samo od čistog polimera. Regenerirana guma, proizvedena devulkanizacijom otpadnih guma ili otpadnih smjesa, obično se miješa u formulaciju u bilo kojem iznosu od 5 do 30 posto ukupnog sadržaja polimera, ovisno o ciljanim mehaničkim svojstvima gotovog dijela.
Reclaim snižava troškove sirovina i smanjuje količinu otpada koji se šalje na odlagalište, što ga čini sve relevantnijim jer se timovi za nabavu suočavaju s pritiskom da dokumentiraju reciklirani sadržaj u svom opskrbnom lancu. Kompromis je mehanički: obnovljena guma općenito smanjuje vlačnu čvrstoću, istezanje pri prekidu i otpornost na habanje u usporedbi s ekvivalentnom čistom smjesom, tako da se češće pojavljuje u primjenama s nižim opterećenjem, kao što su podne prostirke, odbojnici, blatobrani i neki oblikovani industrijski dijelovi, a ne u gaznom sloju gume ili brtvenim smjesama visokih performansi.
Na samom mlinu za miješanje, povrat se ponaša drugačije od čistog polimera tijekom faze vezivanja. Obično je potrebno manje vremena žvakanja da bi se postigla obradiva plastičnost, budući da je proces devulkanizacije već razbio veći dio izvorne umrežene mreže. Formulatori koji rade s povratnim mješavinama obično pokreću kraći početni ciklus povezivanja i kompenziraju blago prilagođenim ljekovitim paketom , budući da preostali sumpor prenesen iz originalnog vulkanizata inače može pomaknuti vrijeme stvrdnjavanja izvan cilja.
Što zapravo pokreće mješovite cijene gume
Navedene cijene za mješovitu gumenu smjesu uvelike variraju od dobavljača do dobavljača, a razlika se rijetko odnosi samo na maržu. Četiri čimbenika čine većinu razlika između proračunske smjese i one premium.
Odabir osnovnog polimera
Specijalni elastomeri poput fluoroelastomera ili visokokvalitetnog nitrila koštaju nekoliko puta više po kilogramu nego prirodna guma ili SBR opće namjene, a ta se razlika izravno ulijeva u cijenu gotovog spoja bez obzira na to koliko je učinkovito šarža miješana.
Vrsta punila i aditiva
Precipitirani silicijev dioksid i specijalna sredstva za spajanje koštaju više od standardnih vrsta čađe, a vrhunski paketi antioksidansa formulirani za produljeni radni vijek na otvorenom dodaju troškove koje osnovna smjesa za unutarnju upotrebu ne mora nositi.
Zahtjevi za dosljednošću serije
Smjesa s uskim tolerancijama viskoznosti po Mooney-u i dokumentacija o sljedivosti pune serije košta više od proizvodnje miješane prema labavijoj specifikaciji, jer zahtijeva češće testiranje, manje proizvodne serije i strožu disciplinu operatera u mlinu.
Volumen narudžbe i učinkovitost miješanja
Male probne serije pomiješane na nedovoljno iskorištenom proizvodnom mlinu nose puno veću cijenu po kilogramu od punog proizvodnog ciklusa, budući da je vrijeme postavljanja, pročišćavanja i promjene raspoređeno na mnogo manje gotovog materijala. Kupci koji konsolidiraju narudžbe u manje, veće serije obično imaju značajno nižu cijenu po kilogramu nego oni koji naručuju male, česte pošiljke iste formulacije.
Često postavljana pitanja o miješanoj gumi
Koja je razlika između miješane gume i sirove gume?
Sirova guma je neprerađeni polimer, bilo dobiven od prirodnog lateksa ili sintetski, prije dodavanja bilo kakvih punila ili ljekovitih sredstava. Miješana guma je spojeni proizvod nakon što su punila, ulja, zaštitni aditivi i ljekovita sredstva raspršeni kroz taj polimer na liniji za miješanje, čineći ga spremnim za oblikovanje i vulkanizaciju.
Može li se miješana guma proizvoditi bez unutarnje miješalice?
Da. Mnogi manji kompaunderi pokreću cijeli ciklus na otvorenom mlinu za miješanje gume bez unutarnjeg miksera, posebno za male količine, serije prototipa ili specijalne smjese gdje je izravna vizualna kontrola valjkastog niza vrijedna. Unutarnji mikseri postaju isplativiji kako se volumen šarže povećava.
Zašto se sumpor dodaje na kraju ciklusa miješanja umjesto na početku?
Sumpor i akceleratori pokreću reakciju umrežavanja nakon što se primijeni dovoljno topline. Njihovo rano dodavanje, kada šarža može doseći temperaturu iznad 130 stupnjeva Celzijusa tijekom disperzije punila, riskira preuranjenu vulkanizaciju prije nego što materijal uopće stigne u kalup. Kurativi se uvijek dodaju na hladnijem završnom prolazu miješanja kako bi se to izbjeglo.
Koliko dugo šarža miješane gume ostaje upotrebljiva prije nego što se mora preraditi?
To uvelike ovisi o sustavu akceleratora i temperaturi skladištenja, ali mnoge spojeve opće namjene treba preraditi unutar nekoliko dana do nekoliko tjedana nakon miješanja kako bi se izbjegao rizik od opekotina ili oksidacije. Spojevi s akceleratorima odgođenog djelovanja ili oni pohranjeni u hladnim, zasjenjenim uvjetima mogu trajati dulje.
Ubrzava li širi zahvat valjka na mlinu za miješanje gume proizvodnju?
Povećava protok, ali smanjuje ujednačenost miješanja. Širi otvor omogućuje da prođe više materijala po ciklusu, ali uz manje smicanja pri svakom prolazu, što obično znači da je potrebno više ukupnih prolaza da bi se postigla ista kvaliteta disperzije, nadoknađujući velik dio ušteđenog vremena.
Što uzrokuje nejednaku boju ili teksturu na gotovoj mješovitoj gumenoj podlozi?
Nejednaka boja ili mrljasta tekstura obično upućuju na nepotpunu disperziju punila, nedovoljne cikluse rezanja i savijanja na mlinu ili na postavljen preširok razmak za veličinu serije. Povećanje broja prolaza i provjera da težina šarže odgovara nazivnom kapacitetu mlina obično ga rješava.
Koliko reciklirane gume može ići u šaržu miješane gume bez štete na performansama?
Uobičajena su opterećenja između 5 i 30 posto ukupnog sadržaja polimera, s gornjim dijelom rezerviranim za dijelove s nižim opterećenjem. Iznad tog raspona, vlačna čvrstoća i otpornost na habanje obično padaju dovoljno da smjesa više nije prikladna za zahtjevne primjene, tako da pravi strop ovisi o tome što završni dio treba izdržati.
Koji je promjer valjka potreban za proizvodni mlin za miješanje gume?
Većina tvornica za proizvodnju mješavina ima mlinove s valjcima promjera 400 do 600 milimetara. Manji promjeri ispod tog raspona općenito su rezervirani za laboratorijske ili probne serije, a ne za kontinuiranu proizvodnju.
Je li interna miješalica uvijek bolja od otvorenog mlina za miješanje gume?
Nije nužno. Unutarnji mješači nude veću propusnost i veće veličine šarže, ali otvoreni mlinovi operateru daju izravniju vizualnu i ručnu kontrolu, ostaju sigurniji za smjese s kratkim prozorom spaljivanja i koštaju znatno manje za kupnju i održavanje, što ih čini uobičajenima u malim i srednjim operacijama.
Koja je sigurnosna oprema zakonski obavezna oko proizvodnog mlina?
U Sjedinjenim Američkim Državama, propis 29 CFR 1910.216 zahtijeva šipke tijela osjetljive na pritisak ili sigurnosne okidačke kabele na prednjoj i stražnjoj strani mlina, ručno ponovno postavljanje prekidača za hitne slučajeve i definiranu maksimalnu udaljenost zaustavljanja na temelju brzine kotrljanja. Zahtjevi se mogu razlikovati ovisno o zemlji, tako da lokalne propise uvijek treba potvrditi uz ovu osnovnu vrijednost.
Zašto dva dobavljača navode vrlo različite cijene za nešto što izgleda kao ista mješavina gume?
Razlike u cijenama obično se svode na kvalitetu osnovnog polimera, punila i aditiva, koliko je čvrsto konzistencija serije kontrolirana i dokumentirana, i volumen narudžbe u odnosu na učinkovitu veličinu serije tvornice. Dva spoja koji izgledaju identično na podatkovnoj tablici ipak se mogu značajno razlikovati u stupnju sirovine i strogosti testiranja.
